РЕМОНТ ТРАКТОРОВ И СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН
РЕМОНТ ТРАКТОРОВ И СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН, система организационных и технических мероприятий по обслуживанию неисправных тракторов и с.-х. машин, направленных к восстановлены о нормальной работоспособности отдельных деталей, механизмов и всей машины в целом. Необходимость ремонта вызывается тем, что, в результате механического износа при работе тракторов и с.-х. машин, а также в результате коррозийного износа под влиянием влаги, колебания темп-р и др., детали, крупные узлы и агрегаты машин утрачивают необходимые размеры, форму, прочность и постепенно приходят в негодность. Сущность ремонта, так. обр., сводится к тому, чтобы возможно полнее восстановить первоначальные конструктивные и эксплуатационные показатели машин.
Ремонт тракторов. В сельском хозяйстве СССР ремонт тракторов организован по планово-предупредительной системе, включающей в себя, кроме проведения периодического технического ухода за тракторами (см. Технический уход за тракторами и сельскохозяйственными машинами), периодический текущий ремонт, периодический капитальный ремонт. По содержанию работ отдельные виды ремонта имеют существенные различия. Периодический текущий ремонт трактора содержит операции разборки двигателя с ремонтом или заменой отдельных деталей его, сборки и испытания двигателя; полный контроль и регулировку всех механизмов заднего моста и ходовой части, разборку и ремонт отдельных узлов и агрегатов заднего моста. Периодический капитальный ремонт трактора содержит операции полной разборки всех агрегатов и узлов трактора с последующим ремонтом или заменой деталей, сборкой и испытанием отдельных узлов и агрегатов и всего трактора в целом. Для осуществления планово-предупредительной системы ремонта тракторов существует сеть ремонтных предприятий, а также др. средства ремонтного обслуживания тракторов. Все мероприятия по ремонтному обслуживанию тракторов складываются из след. работ: а) работы заводов промышленности по изготовлению запасных частей и агрегатов, ремонтных материалов, станочного оборудования, приборов и инструментов, необходимых для ремонта тракторов; б) работы специализированных заводов Министерства сельского хозяйства СССР по изготовлению нестандартного инструмента и спец. ремонтного оборудования для мастерских МТС, межрайонных мастерских капитального ремонта (ММКР) и ремонтных заводов (РЗ) и для тракторных бригад; в) работы межрайонных мастерских капитального ремонта и ремонтных заводов по капитальному ремонту двигателей и сложных агрегатов тракторов, по выполнению сложных ремонтных операций при текущем ремонте тракторов (шлифование валов, расточка и шлифование цилиндров), по ремонту электрооборудования и топливной аппаратуры тракторов, по ремонту оборудования мастерских МТС и изготовлению нек-рых видов нестандартного оборудования, инструментов и приспособлений для МТС; г) работы мастерских МТС по текущему ремонту двигателей и всему ремонту ходовой части тракторов, по ремонту и комплектованию обменного фонда агрегатов и узлов, используемых при техническом обслуживании в полевой период работы тракторов, по выполнению ремонтных операций при сложном техническом уходе, по текущей проверке и регулировке топливной аппаратуры, карбюраторов и электрооборудования; д) работы автопередвижных мастерских по выполнению сложных операций технических уходов и по выполнению аварийных ремонтов; е) работы полевых мастерских тракторных бригад по проведению технического ухода за тракторами; ж) работы трактористов и бригадиров по проведению несложного технического ухода за тракторами в поле с помощью имеющихся у них комплектов инструмента. По решению сентябрьского (1953) Пленума ЦК КПСС в каждой МТС и специализированной станции создаётся обменный фонд агрегатов и узлов тракторов и с.-х машин для нужд технического обслуживания тракторных бригад, а также создаётся обменный фонд агрегатов и узлов на ремонтных заводах и в межрайонных мастерских капитального ремонта для проведения капитального ремонта тракторов, автомобилей и двигателей в размере 10% от наличия парка этих машин.
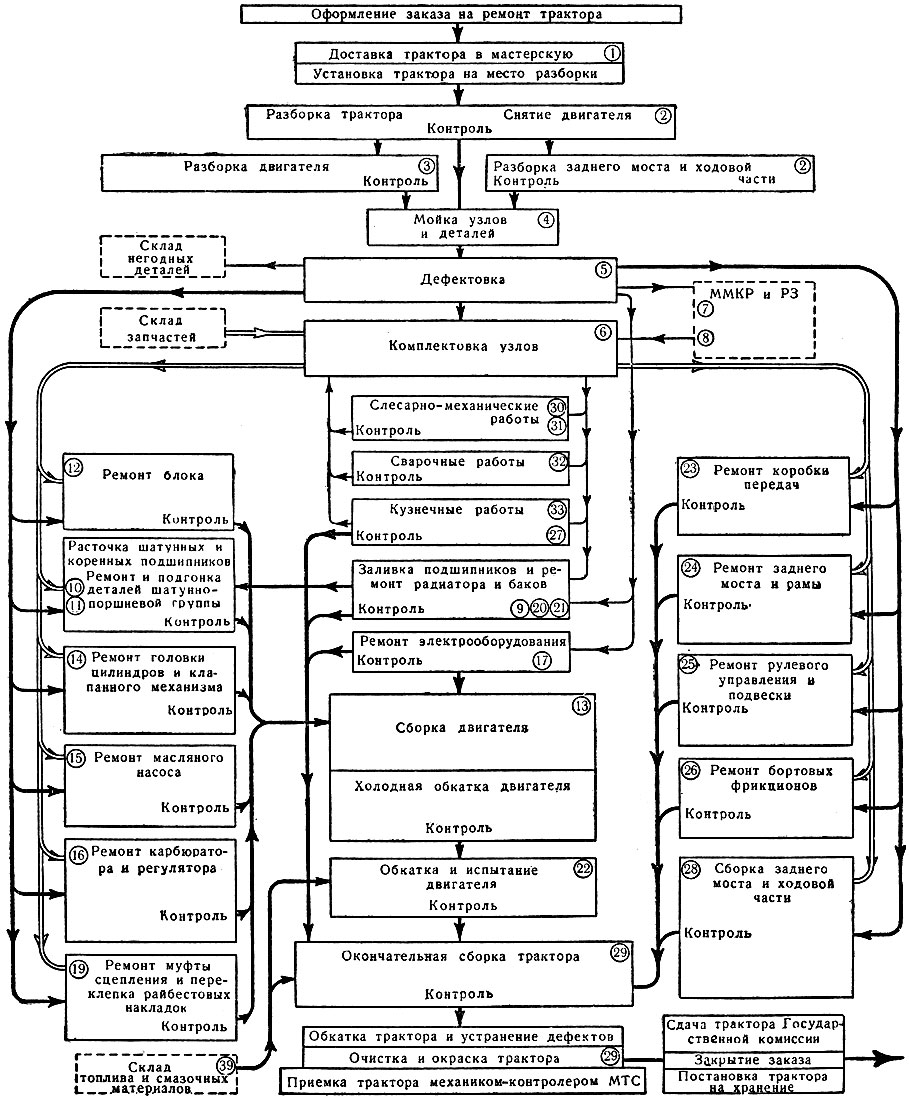
Рис. 1. Схема технологического процесса ремонта трактора АСХГЗ-НАГИ в мастерской МТС при узловом методе
Наибольшее количество ремонта по тракторам за всё время их эксплуатации проводится мастерскими МТС (см. Ремонтные мастерские). Ремонт тракторов в мастерских выполняется по определённому технологическому процессу. Этот процесс состоит из ряда последовательно (а на нек-рых этапах и параллельно) выполняемых подготовительных, разборочных, ремонтных, сборочных, контрольных, испытательных и заключительных операций. В мастерских МТС наибольшее распространение имеет орг-ция технологического процесса ремонта тракторов узловым методом. На рис. 1 приведена схема технологического процесса ремонта узловым методом трактора АСХТЗ-НАТИ в мастерской МТС. На каждый трактор (или на отдельный его агрегат или узел), поступивший в ремонт, оформляют заказ, составляют дефектовочную ведомость и затем на определённых рабочих местах мастерской выполняют отдельные операции или процессы этого ремонта. Первая операции - это наружная очистка и мойка трактора, удаление накипи в системе охлаждения (последнее часто выполняется в предремонтный период эксплуатации тракторов). Затем идут операции разборки трактора на узлы и детали, мойка деталей, осмотр и выбраковка, ремонт деталей, комплектование узлов, сборка узлов и механизмов, их испытание и сборка всего трактора. При узловом методе ремонта тракторов заранее организуют весь комплекс работ, составляющий полный технологический процесс ремонта трактора по узлам. Соответственно специфическим особенностям операций, входящих в ремонт того или др. узла, в ремонтной мастерской организуют отдельные специализированные рабочие места, посты или цехи, оборудование к-рых приспосабливают к наилучшему выполнению ремонтных работ по этим узлам.
Все ремонтные работы на каждом рабочем месте (посту, в цехе) мастерской проводятся рабочими, подчинёнными руноводству и контрольному аппарату мастерской. За определёнными рабочими местами закрзпляются постоянные рабочие на весь период ремонта. Мастерская МТС при узловом методе ремонта представляет собой организованное предприятие, выполняющее запланированную программу ремонтных работ. Работы выполняют рабочие на специализированных рабочих местах посредством приспособлений и инструментов (см. Ремонтное оборудование). При узловом методе ремонта операции технологического процесса ремонта разделяются по рабочим местам на основании расчёта загрузки каждого рабочего, занятого на том или другом рабочем месте мастерской. Так. обр., напр., рабочий, выполняя работы по ремонту карбюратора, догружается работами по ремонту деталей регулятора. Рабочий, занятый ремонтом вентилятора и муфты сцепления, догружается работами по ремонту масляного насоса, фильтра и т. д. Создаются условия, способствующие повышению квалификации ремонтных рабочих.
При узловом методе ремонта не все узлы трактора разбирают на детали. Ряд узлов и агрегатов трактора без детальной разборки их, после наружной мойки, направляют непосредственно на рабочие места. К таким узлам, напр., по трактору АСХТЗ-НАТИ относятся: электрооборудование, карбюратор, регулятор и мостик магнето, вентилятор, масляный насос и фильтры, сливной клапан, головка цилиндра с клапанным механизмом, шатуны с крышками и вкладышами, коленчатый и распределительный валы, главное сцепление, радиатор, баки, воздухоочиститель, коробка передач, крышка с рычагом переключения, коробка рулевого управления, бортовые фрикционы с валом, пусковая рукоятка, гусеницы. Осуществление узлового метода ремонта требует: 1) общего улучшения работы мастерской (обеспечения чистоты рабочих мест, приведения в исправность оборудования, правильной планировки цехов); 2) орг-ции и оборудования специализированных рабочих мест (постов, цехов) мастерских, согласно технологической схеме ремонта; 3) расстановки рабочей силы по рабочим местам и точного ознакомления каждого рабочего с объёмом выполняемых им работ; 4) обеспечения каждого рабочего места необходимой технической документацией для ремонта. Кроме того, при узловом методе мастерская обеспечивает быстрое и своевременное восстановление имеющегося в МТС оборотного фонда запасных узлов и агрегатов к тракторам.
На рис. 2 представлена схема орг-ции ремонта тракторов в мастерской МТС узловым методом. В мастерской МТС организуют и оборудуют указанные на этой схеме рабочие места, напр. рабочее место № 1 устраивают для наружной мойки и промывки системы охлаждения (см. Моечные машины). Далее организуют рабочие места № 2 по разборке трактора и № 3 - по разборке двигателя. Непосредственно за рабочим местом разборки трактора и рабочим местом разборки двигателя располагается рабочее место № 4 по мойке деталей и узлов. Следующее рабочее место № 5 предназначено для осмотра и выбраковки деталей. При узловом методе ремонта большая часть объёма работ по осмотру и выбраковке выполняется непосредственно около мойки (рабочее место № 4), но нек-рая часть этих работ производится на рабочих местах ремонта узлов и агрегатов, т. к. нек-рые узлы разбираются только на рабочих местах их ремонта. После осмотра невыбракованные детали и узлы доставляют на соответствующие рабочие места для ремонта, выбракованные детали - в утиль. Детали, допустимые к постановке на трактор без ремонта, доставляют на рабочее место № 6 - по комплектовке. От налаженной работы комплектовочной во многом зависит качество работы всех рабочих мест по ремонту узлов трактора. Новые запасные части из склада, восстановленные или отремонтированные части из цехов поступают на соответствующие рабочие места для постановки в узлы только через комплектовочную. Комплектовочную располагают в центре мастерской, чтобы бесперебойно обслуживать все рабочие места. Все остальные рабочие места по ремонту тракторов располагают в мастерской примерно в том порядке, в каком они расположены на схеме.
Нек-рые рабочие места, организуемые в мастерских по ремонту тракторов, сходны с соответствующими рабочими местами в пром. предприятиях (рабочие места токаря, слесаря, кузнеца, инструментальщика и т. п.). Но большая часть рабочих мест, необходимых для ремонта тракторов, имеет много специфических, отличительных черт как в орг-ции, так и в оборудовании (см. Ремонтное оборудование). Заливка подшипников, т. е. покрытие антифрикционным сплавом (см.), в ремонте тракторов представляет собой одну из наиболее сложных и часто повторяемых ремонтных операций. Заливка производится на рабочем месте, к-рое имеет спец. верстак, разделённый на 3 части: 1) для подготовки подшипников к заливке (выплавка старого сплава, правка вкладышей и т.п.); 2) для плавки антифрикционного металла и заливки подшипников; 3) для первичной обработки залитых подшипников (удаление литников, зачистка тыльной стороны подшипника и т. п.). На верстаке располагают требуемые приспособления и инструменты. Подобная специфическая особенность оборудования рабочих мест по ремонту характерна для рабочих мест по ремонту головок цилиндров и клапанного механизма, по ремонту шатунно-поршневой группы, по ремонту муфты сцепления и др.
При ремонте тракторов производятся разные виды холодной и горячей обработки металлов, гидравлические испытания, различные виды измерений, контроля и т. п. Из видов холодной обработки металлов наиболее часто применяют след.: опиливание напильником или припиливание - для подгонки шпонок, стыков поршневых колец, для заправки помятых граней гаек и головок болтов, для подгонки торцов подшипников скольжения, для выравнивания плоскостей разъёма деталей, имеющих коробление, и т. п.; шабрение торцовым, трёхгранным или лапчатым шабером для выравнивания поверхностей особо ответственных деталей с целью устранения неровностей износа или коробления, для окончательной подгонки скользящих подшипников и т. п.; обточку или растачивание резцами на токарных или спец. станках для обработки различных деталейтракторов с целью удаления неровностей износа и восстановления форм деталей, напр.: растачивание гильз, цилиндров, обточка корпусов подшипников под добавочное кольцо или втулку, обточка деталей после обварки или наварки для устранения неровностей, изготовление втулок, болтов, шпилек и др. деталей спец. ремонтных размеров и т. п.; сверление - свёрлами на сверлильных станках, дрелью или приспособлением с трещёткой; сверлением удаляют из резьбовых гнёзд отломанные шпильки и болты, а также восстанавливают формы отверстий под детали креплений ремонтными размерами или постановкой проходных втулок и т. и.; строжку - резцами на строгальных станках или спец. приспособлениях для обработки поверхностей (рамы, корпуса коробки передач и др.), требующих восстановления плоскостности после износа или после заварки неровностей износа или для подготовки детали под добавочные пластинчатые накладки и т. п.; фрезерование - фрезами на фрезерных станках или спец. приспособлениях для обработки новых шпоночных канавок и шлицевых пазов в валах, шестернях, шкивах и т. п. вместо разрушенных старых канавок и пазов, а также для обработки плоских поверхностей поверхностей гнёзд клапанов и т. п.; шлифование - шлифовальными камнями на шлифовальных станках или спец. приспособлениях и приборах для устранения неровностей износа фасок клапанов, для устранения эллипсности шеек коленчатых и др. валов, для устранения эллипсности и конусности гильз цилиндров и т. п.; полирование - тонкими абразивно действующими пастами или полирующими мастиками, наносимыми на быстро вращающийся предмет (полирующий фетровый круг, притирочный стержень или втулку и т. п.); полировкой улучшают поверхность детали для лучшей теплоотдачи и смазки (шейки коленчатых валов, гильзы цилиндров), точной подгонки деталей по размеру (плунжер-гильза насосных элементов дизельной топливной аппаратуры) или для придания блеска и внешней отделки деталей (отражатели фар); притирку одной детали по другой с применением абразивных паст для окончательной обработки сопрягающихся деталей, требующих герметичности в соединениях без уплотнительных деталей (клапан - гнездо клапана, пробка крана - корпус и т. п.); развёртывание ручными или машинными развёртками (раздвижными или с постоянным размером) для подгонки расточенных отверстий, гл. обр. небольшого диам. (до 50 мм), под размер сопрягаемых шлифованных валов (подгонка втулок масляного насоса под размер валика, подгонка втулок шатунов или отверстий в поршнях под поршневой палец и т. д.).
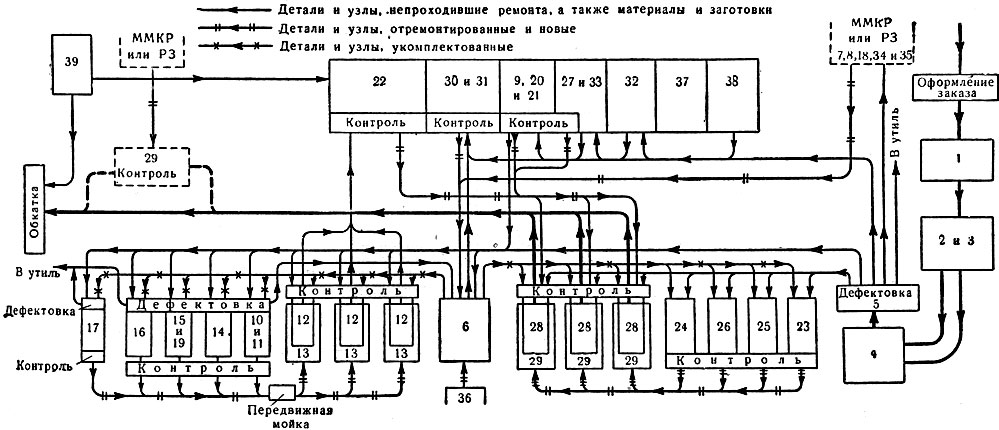
Рис. 2. Схема организации ремонта тракторов в мастерской МТС узловым методом: 1 - наружная мойка трактора; 2, 3- разборка трактора и двигателя; 4 - мойка узлов и деталей; 5 - дефектовка деталей; в - комплектовка деталей для сборки узлов; 7, 8, 18, 34, 35 - работы выполняются в ММКР и РЗ; 9, 20, 21 - заливка подшипников, ремонт радиаторов, термостата, баков и воздухоочистителей; 10 - расточка подшипников и укладка коленчатого вала; 11 - ремонт и подгонка деталей шатунно-поршневой группы; 12 - ремонт блока; 13 - сборка двигателя; 14 - ремонт деталей и сборка головки цилиндров и клапанного механизма; 15 - ремонт и сборка масляного насоса, водяного насоса, испытание масляного насоса и сервомеханизма (С-80); 16 - ремонт деталей, сборка, испытание и регулировка карбюратора и дизельной топливной аппаратуры; 17 - ремонт электрооборудования; 19 - ремонт вентилятора, муфты сцепления и тормозных лент; 22 - обкатка и испытание двигателя; 23 - ремонт коробки передач, механизма переключения, кардана, механизма выключения пускового двигателя; 24 - ремонт корпуса заднего моста, рамы и поперечных брусьев; 25 - ремонт рулевого управления поддерживающих роликов, подвески трактора и гусеницы; 26 - ремонт диференциала, малых шестерён бортовых фрикционов, вала заднего моста; 27 - переклёпка рамы, прицепного устройства, крыльев, капота, кабины, сиденья; 28 - сборка заднего моста и ходовой части; 29 - окончательная сборка трактора, обкатка его; 30, 31 - слесарно-механические работы; 32 - сварочные работы; 33 - кузнечные работы; 36 - склад запасных частей; 37 - склад инструмента (инструментальная); 38 - склад материалов; 39 - склад топлива и смазочных материалов
Детали при ремонте проходят термическую обработку: отжиг, нормализацию, закалку, отпуск и цементацию. Отжигом снижают внутренние напряжения в стали и чугуне, возникающие в процессе ковки и сварки; уменьшают твёрдость стали и чугуна и улучшают его обрабатываемость резцом (напр., шов, наваренный электросваркой, после отжига легко обрабатывается резном и т. п.). Нормализацией снижают внутренние напряжения, возникающие в процессе ковки, сварки, литья. Твёрдость стали и чугуна после нормализации выше, чем после отжига. Закалкой увеличивают твёрдость стали или чугуна. После закалки детали становятся твёрдыми, но хрупкими, поэтому их подвергают последующему отпуску. Отпуском уменьшают внутренние напряжения и хрупкость закалённой стали или чугуна. При отпуске уменьшается твёрдость. Поэтому темп-ру отпуска выбирают в зависимости от назначения детали. Цементацией с последующей закалкой создают на поверхности детали твёрдый и износостойкий слой. Сердцевина детали при этом остаётся вязкой и мягкой (напр., поршневой палец, гаечные ключи). Нек-рые детали подвергают кузнечной или медницкой обработке. Кузнечные работы применяют при правке тяг, рычагов, переклёпке рам, ступиц колец и шестерён, шестерёнчатых венцов, при ремонте прицепного устройства и изготовлении вспомогательных деталей - хомутов, бандажей, накладон, заплат и т. п. Медницкие работы производят при пайке топливопроводов, краников и маслопроводов, пайке баков, правке капотов и крыльев, корпуса воздухоочистителя, лужении и заливке подшипников и т. п.
При ремонте тракторов широко применяют газо- и электросварочные работы: сварку (см.), наварку и заварку. Сваркой соединяют разломанные стальные (термически необработанные) и чугунные детали тракторов (фланцы водяных патрубков, стойки радиатора и т. п.), приваривают вспомогательные добавочные части, подогнанные к основной части старой детали вместо изношенных, и т. п. Наваркой восстанавливают формы и размеры изношенных или поломанных деталей. Наиболее характерные случаи применения наварки: восстановление шпор колёс, звеньев гусеничного полотна, зубцов ведущих колёс, черпаков крышек шатунов, торнов изношенных вкладышей, цапф опорных и поддерживающих роликов гусениц, штанг толкателей, посадочных мест нек-рых валов под подшипники или шестерни и т. п. Заваркой уничтожают трещины баков, кожухов, крыльев, кабины и др. деталей. Существуют способы заварки трещин чугунных деталей (блока двигателя, корпуса коробки передач, корпуса заднегомоста или рамы трактора) биметаллическими и пучковыми электродами.
Нек-рые детали из высококачественных материалов имеют небольшие износы (цапфы и шлицованные валы по местам посадки шарико-роликовых подшипников, кулачковые валики, плунжеры топливных насосов и т. п.), их восстанавливают электролитическим покрытием, электроискровой обработкой или металлизацией (см.). Наиболее распространены два вида покрытия: меднение и хромирование. Меднением увеличивают наружный диам. втулок верхней головки шатуна, вкладышей подшипников и т. п., получивших незначительные износы по месту посадки втулок и вкладышей. Хромированием (см.) восстанавливают плунжеры, посадочные места под подшипники, а также повышают износостойкость верхних поршневых колец и т. д. Третий вид электролитического покрытия, имеющий важное значение в ремонтном деле, - осталивание ёще недостаточно разработан и освоен. Осталивание даёт возможность быстро покрыть детали толстым слоем стали (до 1 - 2 мм). Часть деталей тракторов ремонтируют неск. видами ремонта: 1) ремонт трещин блока или резервуара радиатора штифтовкой (слесарно-механические работы), 2) ремонт пробоин картера или поддона двигателя (а часто только трещин) постановкой заплат на винтах, заклёпках или с обваркой трещин (слесарно-механические и сварочные работы). 3) ремонт изношенных участков детали постановкой добавочных деталей, напр.: ремонт путём расточки отверстий в корпусах коробок передач или в корпусе заднего моста под гнёзда подшипников, в отверстия запрессовывают или закрепляют кольца обваркой или штифтами, потом окончательно протачивают кольца под размер корпусов подшипников.
В процессе ремонта тракторов проводят большое количество контрольных работ. Основные контрольные работы след.: 1) контроль размеров деталей штангенциркулями, микрометрами, штихмассами, нутромерами, индикаторами, плитами, скобами и т. п., 2) контроль сопряжений шунами, индикаторами и т. п.; 3) снятие характеристики работы отремонтированных узлов, агрегатов и всего трактора посредством контрольно-испытательных стендов, приборов и приспособлений. Для чего мастерские МТС и совхозов оснащаются ремонтным оборудованием (см.).
Ремонт сельскохозяйственных машин. Ремонт тракторных с.-х. машин производят в мастерских МТС и совхозов; ремонт более простых конных с.-х. машин проводится в колхозных кузницах. В период полевых работ текущий ремонт машин производят в полевых мастерских. Объём и характер операций при ремонте разных с.-х. машин зависит от их конструкции и степени изношенности. При ремонте почвообрабатывающих машин основное место занимают кузнечные работы, а при ремонте уборочных машин (зерновых комбайнов, сноповязалок, жаток) - слесарно-механические работы, связанные с заменой и подгонкой деталей. Для обеспечения высокого качества ремонта и монтажа с.-х. машин установлены определённые технические требования.
Ремонт тракторных плугов. При ремонте плугов выполняют след. операции: оттяжку, наварку и закалку лемехов, наварку осей плуга, правку тяг прицепа, а также заменяют изношенные втулки колёс, детали автомата подъёма и др. Во время работы плуга лемехи быстро (в зависимости от почвенных условий, влажности и др.) изнашиваются. При ремонте лемехов надо соблюдать основные технические условия:
1) размеры и форма лемеха должны соответствовать шаблону, изготовленному по новому заводскому лемеху; 2) рабочая поверхность лемеха после ремонта д. б. гладкой; 3) лезвие лемеха д. б. заточено со стороны рабочей поверхности; 4) режущая кромка лемеха д. б. закалена с последующим отпуском. Ремонт изношенных лемехов производится в кузнице. Лемех нагревают в кузнечном горне вдоль кромки лезвия (по ширине на 50 - 60 мм) до коночной темп-ры 900 - 950° (яркокрасное каление). Кузнец вынимает клешами нагретый лемех из горна, кладёт на наковальню и ударами молота за счёт запаса металла, имеющегося в утолщении ("магазине") лемеха, производит оттяжку носка, а затем всего лезвия лемеха. При оттяжке лемеха форму его контролируют спец. шаблоном. После оттяжки лезвие лемеха затачивают, а для придания большей износоустойчивости режущую кромку лемеха равномерно но всей длине нагревают до 800 - 820° (вишнёвый цвет) и закаливают в воде. Для устранения хрупкости закалённого лезвия производят отпуск, т. е. нагревают лемех в горне до синего цвета побежалости (350°) и дают постепенно остыть. При повторном ремонте лемеха, когда оттяжка лезвия уже невозможна, производят наварку лемеха. При наварке лемеха выполняют след. операции: 1) заготавливают полосу сечением 6×35 мм и длиной по лезвию лемеха для приварки к изношенному лемеху; 2) нагревают в кузнечном горне лемех и заготовленную полосу до сварочного жара (1100 - 1200°); 3) на наковальне ударами молота соединяют полосу и лемех в одно целое; 4) кузнечной обработкой восстанавливают форму лемеха и контролируют его по шаблону. После наварки и оттяжки лезвия, лемех затачивают и закаливают с последующим отпуском.
В мастерских применяют также способ восстановления изношенных лемехов приваркой лезвий газовой или электродуговой сваркой. Технология такого ремонта заключается в след.: 1) выравнивают по прямой линии лезвие изношенного лемеха; 2) из спец. стали подготавливают лезвие для приварки к изношенному лемеху; 3) устанавливают лемех и заготовленное лезвие в зажим (рис. 3) й сваривают газовой или электродуговой сваркой. Для повышения износоустойчивости лемехов в мастерских многих МТС широко применяется наплавка лезвий лемехов твёрдыми сплавами с последующей шлифовкой. Применение того или иного способа восстановления лемехов зависит от технической оснащённости мастерских и определяется хоз. целесообразностью. Ремонт зубовых и дисковых борон. При ремонте зубовых борон выполняют след. операции: выпрямляют изогнутые полосы рамы, оттягивают зубья, устанавливают и крепят зубья на раме. В случае изгиба полос раму разбирают и правят на плите ударами молота. Оттяжку зубьев производят кузнечным способом, после нагрева их в горне до яркокрасного каления; к отремонтированной зубовой бороне предъявляют след. технические требования: планки рамы должны иметь правильную форму; все зубья д. б. заострены, равны по длине и прочно укреплены на раме гайкой с пружинной шайбой или с контргайкой. При ремонте дисковых борон основными операциями являются: замена и ремонт подшипников, заточка дисков, исправление рычагов и др. деталей установочных механизмов и прицепа. Лезвия дисков затачивают с выпуклой стороны сферического диска. Диски, собранные в батареи, плотно сжимают и закрепляют гайкой и контргайкой. Дисковая батарея должна свободно вращаться в подшипниках. Лезвия всех дисков должны лежать в одной плоскости.
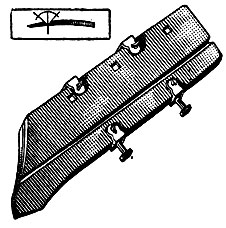
Рис. 3. Приварка лезвия к лемеху
Ремонт тракторных сеялок. При эксплуатации тракторных сеялок сильно изнашиваются детали сошников, а также передаточные механизмы, полуоси и втулки колёс, детали автомата. Диски сошников, работая в почве, тупятся и изнашиваются. Заточка лезвий дисков при ремонте сеялок производится на наждачном заточном станке или на токарном станке. Дисковый сошник при сборке регулируют прокладками; при появлении люфта дисков прокладки удаляют. Диски должны свободно от руки вращаться на оси; радиальное биение дисков не допускается.
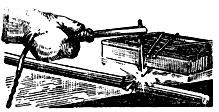
Рис. 4. Наварка изношенного вала
Ремонт культиваторов. Лапы при работе культиваторов сильно затупляются, и их приходится затачивать. Затачивают лапы на наждачном заточном станке; угол заточки должен быть 5 - 7°. Стойки лап культиваторов, в случае их изгиба, правят на плите ударами молота. У культиваторов (как и у плугов, сеялок и других с.-х. машин) часто приходится ремонтировать оси и валы. Оси изнашиваются в местах посадки во втулках колёс. Изношенные оси и валы ремонтируют электродуговой или газовой наваркой (рис. 4) или горячей насадкой на предварительно проточенную ось заготовленных колец. При изгибе оси правят на плите ударами молота, обычно вхолодную, т. е. без нагрева. При большом изгибе правку изогнутых осей проводят после их нагрева. Для контроля и правки осей и валов в ремонтных мастерских применяют спец. приспособление. На этом приспособлении вал проверяют индикатором или рейсмусом (рис. 5), изогнутый вал правят рычагом (рис. 6).
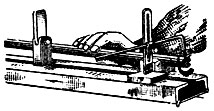
Рис. 5. Проверка вала на изгиб
Ремонт сенокосилок, лобогреек, жаток и сноповязалок. Наиболее быстро изнашиваются у режущего аппарата сегменты ножевой полосы, пластинки трения, головка ножа, втулки шатуна. Технология ремонта деталей режущих аппаратов сенокосилок, лобогреек, жаток и сноповязалок одинаковая. Основная операция ремонта - заточка сегментов на спец. точильных аппаратах, приспособленных к работе в полевых условиях. Сегменты с верхней насечкой не затачивают. Ремонт шестерёнчатых передач, грабельного аппарата жатки и др. механизмов сводится к замене изношенных или поломанных деталей новыми. При ремонте сноповязалок одна из наиболее сложных операций - исправление и регулировка вязального аппарата. Неполадки в работе этого механизма бывают в результате износа подшипников упаковщиков, изгиба упаковщиков, изгиба иглы, износа ролика и др., что нарушает правильность укладки шпагата в диск узловязателя. Изношенные детали вязального аппарата следует заменить новыми.
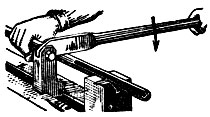
Рис. 6. Правка изогнутого вала
Ремонт комбайнов. При ремонте прицепных и самоходных комбайнов (см.) приходится выполнять разнообразные слесарно-механические, кузнечные, сварочные, жестяницкие и столярные работы. При ремонте жаток комбайнов основные операции след.: правка спинки и головки ножа, переклёпка сегментов, ремонт пальцевого бруса, ремонт деталей мотовила, ремонт полотняных транспортёров. Основные операции при ремонте молотилок комбайнов: проверка и правка вала барабана, замена зубьев и бичей, балансировка барабана. Эти ремонтные операции выполняют в мастерских на спец. стенде (рис. 7). Расклёпку и замену изношенных деталей втулочно-роликовых цепей в мастерских производят на спец. приспособлении. Цепь закладывают между двумя полосами и молотком и бородком расклёпывают звенья цепи. Крючковая цепь м. б. восстановлена обжимом на спец. приспособлении (рис. 8).
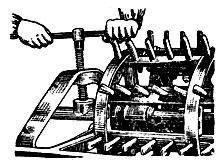
Рис. 7. Правка винтами вала барабана
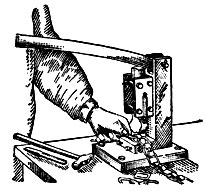
Рис. 8. Обжим крючковой цепи
Ремонт узлов самоходных комбайнов С-4 проводят на тех же специализированных рабочих местах, где ремонтируют узлы прицепных комбайнов, дополняя рабочие места спец. оборудованием и приспособлениями для ремонта и контроля консольных шнеков, клавишного соломотряса и др. Для ремонта агрегатов ведущего моста самоходного комбайна при узловом методе ремонта дополнительно организуют спец. рабочее место. При ремонте самоходных комбайнов одной из наиболее сложных Операций является ремонт масляного насоса и гидравлического цилиндра - детали этих механизмов для нормальной работы требуют высокой точности обработки и сборки. После ремонта масляный насос д. б. подвергнут самому тщательному испытанию. Основные технические требования при приёмке насоса след.: 1) ход золотника должен обеспечивать отжатие шарика обратного клапана не менее чем на 1 - 2 мм; 2) при перемещении золотника д. б. обеспечено закрытие выпускаемого отверстия фланца, для чего цилиндрическая часть золотника без особого усилия, "впритирку", должна входить в отверстие, 3) не допускается течь или просачивание масла и др. При проверке масляного насоса на комбайне предъявляются след. требования: жатка должна подниматься на выс. 700 мм в течение 4 сек. (при 577 об/мин. ведущего вала насоса); жатка, установленная на максимальную высоту, не должна самопроизвольно опускаться, уровень масла в коробке насоса при поднятой жатке д. б. на 40 мм ниже крышки насоса.
Ремонт молотилок. Наиболее сложной операцией при ремонте молотилок являются проверка и, в случае прогиба, правка вала барабана, замена изношенных бичей барабана новыми и балансировка барабана. Бичи д. б. установлены строго параллельно оси вала; торцы бичей не должны задевать за обшивку. Зазор между барабаном и декой д. б. равномерным. При ремонте молотилок производят проверку и правку коленчатых валов; при эллипености или конусности шейки валов протачивают и шлифуют. Грохот устанавливают на подвесных пружинах параллельно боковинам молотилки. Зазоры между поверхностью цилиндра и планками шасталки д. б. равномерными по всей окружности. Кожухи элеваторов д. б. плотными с тем, чтобы не допускалась утечка зерна; верхний и нижний валики элеваторов д. б. установлены параллельно" друг другу. Ремонт вентилятора обычно заключается в замене изношенных или повреждённых лопастей; крестовины и лопасти прочно укрепляют; после ремонта вентилятор балансируют. При ремонте молотилок, а также жаток, сноповязалок, комбайнов и др. с.-х. машин в мастерской изготовляют новые деревянные детали: шатуны, планки мотовила, грабли, деревянные подшипники, планки транспортёров и др. детали, требуемые при ремонте машин, а также на период работы машин в поле. Технические условия на изготовление деревянных подшипников след.: материал - бук, дуб, граб; древесина д. б. прямослойной и здоровой; влажность 12 - 14%; сросшиеся с деревом сучки диам. до 8 мм (но не в местах расположения отверстий подшипника) допускаются; трещины, заболонь не допускаются; обработка детали д. б. чистой; подшипник перед установкой на машину д. б. проварен в масле. Технические условия на изготовление планки мотовила (жатка, сноповязалка, комбайн) след.: материал - сосна или ель; древесина д. б. сухой, здоровой и прямослойной; сучки, сросшиеся с древесиной, допускаются; сучки не д. б. расположены у мест крепления планки; отдельные не сквозные трещины допускаются; отщепы по концам планки не допускаются.
Ремонт машин для животноводческих ферм - соломорезок, силосорезок, дробильных машин и мельниц, корнерезок, транспортёров, кормозапарников и др.- проводится в слесарно-механическом, кузнечном и сварочном цехах мастерской. При ремонте соломосилосорезок, корнерезок и др. машин одной из основных операций является ремонт режущих рабочих органов. При заточке ножей д. б. восстановлена (по чертежу или образцу новой детали) их правильная форма. Применяемые углы заточки ножей колеблются в пределах: 12 - 15° для дисковых соломорезок, 14 - 20° для барабанных соломорезок и 17 - 32° для дисковых силосорезок. При восстановлении ножей, для повышения их износостойкости, в мастерских применяют наплавку лезвий твёрдыми сплавами и др. методы повышения износостойкости ножей. При ремонте машин, работающих от привода, одной из важных операций является балансировка вращающихся дисков, барабанов, вальцов, особенно в том случае, если они вращаются с большой скоростью. Ремонт механизмов вентиляционных установок, машин и установок для водоснабжения, оборудования внутри усадебного транспорта и др. сводится к слесарно-механическим. кузнечным и монтажным работам. Ремонт доильных машин, машинок для механической стрижки и др., где требуется большая точность подгонки деталей, сводится в основном к замене изношенных деталей новыми.
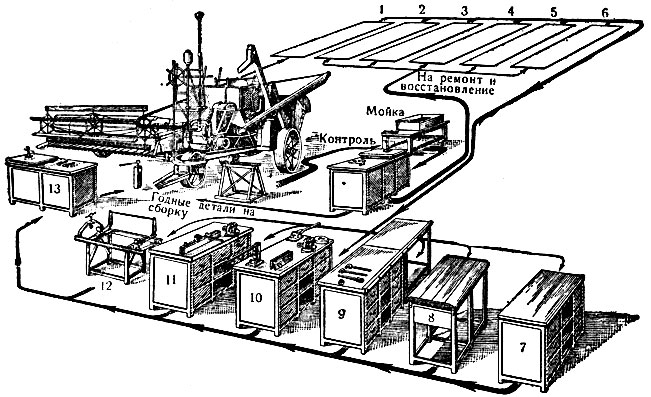
Рис. 9. Схема узлового метода ремонта комоайнов: 1 - моторный цех; 2 - кузница; 3 - сварочный цех; 4 - механический цех; 5 - жестяницкий цех; 6 - столярный цех; 7 - ремонт очисток и битеров; 8 - ремонт полотен; 9 - ремонт ножевых полос; 10 - 'ремонт цепей и цепных транспортёров; 11 - ремонт валов и вентиляторов; 12 - ремонт барабанов и дек; 13 - ремонт жаток
Организация ремонта сельскохозяйственных машин. В МТС, колхозах и совхозах ремонт с.-х. машин производят по плану. В период полевых или стационарных работ за каждой с.-х. машиной проводится технический уход. Технический уход выполняют на месте работы машины (см. Технический уход за тракторами и сельскохозяйственными машинами). После сезона работ каждая с.-х. машина подлежит проверке и ремонту. Перед постанов коп на ремонт машину очищают, разбирают требующие ремонта узлы и составляют дефектовочную ведомость. По записям в дефектовочной ведомости определяют объём ремонтных работ и требуемые запасные части и материалы. Ремонт более сложных машин (напр., зерновых комбайнов) по объёму работ разделяется на текущий и капитальный. Комбайн "Сталинец" выработавший 300 - 400 га (в зависимости от зональных условий), подлежит текущему ремонту; комбайн, выработавший 900 - 1 200 га, - капитальному ремонту. На расходы по ремонту машин в МТС и совхозах производят определённые отчисления с гектара выполненной работы (вспашки, посева, уборки и т. д.). В мастерских широко применяют узловой метод ремонта машин, при к-ром ремонт отдельных узлов и деталей распределён по специализированным рабочим местам. На рис. 9 показана общая схема узлового метода ремонта комбайнов, разработанного Всесоюзным н.-и. ин-том механизации сельского хозяйства (ВИМ). Напр., ремонт молотильных барабанов комбайнов выполняют на спец. рабочем месте (рис. 10), где производят след. работы: по барабану - проверку и замену планок барабана, замену изношенных зубьев барабана, проверку и правку вала барабана, проверку установки зубьев и балансировку барабана; по деке - замену изношенных зубьев секции деки, проверку и правку изогнутых зубьев. Для выполнения этих работ на рабочем месте имеется след. оборудование и приспособления: верстак слесарный, стенд для ремонта барабана, стенд для проверки зубьев секций деки, тележка, тиски, а также рабочий инструмент: молоток слесарный, ключи гаечные, бородок, зубило, напильники и измерительный инструмент: рейсмус, линейка, шаблоны. На каждом рабочем месте д. б. спец. инструкция с указанием: 1) содержания работ и последовательности их проведения, 2) необходимого инструмента и 3) технических условий на ремонт и способов контроля.
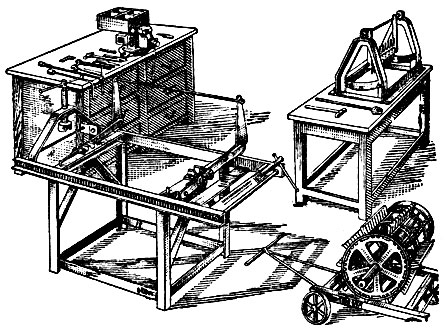
Рис. 10. Рабочее место по ремонту барабанов
Важнейшее условие высокой производительности труда и высокого качества ремонта - правильная организация труда и рабочего места. Рабочие места для выполнения спец. работ по ремонту узлов, а также для слесаря, кузнеца и др. ремонтных рабочих д. б. в образцовом порядке. После приёмки отремонтированных с.-х. машин спец. комиссией МТС, плуги, сеялки, культиваторы, комбайны и др. машины принимают бригадиры тракторных бригад, а также трактористы, комбайнеры, машинисты. До начала ремонта с.-х. машин в колхозах, МТС и совхозах заготавливают запасные части и требуемые материалы, что при ремонте сокращает затраты труда, средств и времени.
При организации в мастерских при МТС, в ММКР и на РЗ ремонта тракторов, двигателей и др. машин важнейшее значение имеет оборудование рабочих мест. Нестандартное оборудование, приспособления, приборы и инструмент, применяемые при узловом методе ремонта по типовой технологии, утверждённой Министерством сельского хозяйства СССР, классифицированы.
Принятая классификация и шифровка оборудования построены так:
а) Ремонтное оборудование и приспособления, в зависимости от назначения, распределены на след. группы: общего назначения - О; для монтажных и слесарных работ - М; для холодной обработки металлов - X; для горячей обработки металлов - Г; для спец. работ - С; для разных работ - Р; для контрольно-измерительных работ - К.
б) Каждая группа оборудования подразделяется на виды: инструмент - И; приспособления и приборы - П; оборудование - О.
в) Всё нестандартное оборудование, приспособления и инструмент ремонтных мастерских распределены по рабочим местам и цехам, и в шифр оборудования введено цифровое обозначение (номер) соответствующего рабочего места. Напр.: наружная очистка и мойка машин перед ремонтом - 01; разборка машин на агрегаты, узлы и детали - 02; разборка двигателя на узлы и детали - 03; заливка подшипников - 09; сборка двигателя - 13 и т. д.
Две последующие цифры означают порядковый номер оборудования по данному рабочему месту. Общий шифр отдельных объектов оборудования обозначается, напр., так: верстак слесарный на два рабочих места - МО5002; прибор для заливки подшипников - ГП-0912; стенд для ремонта молотильного барабана комбайна - СО-9201 и др. (см. Ремонтное оборудование).
Материально-техническое обеспечение ремонта тракторов и с.-х. машин оборудованием, материалами и запасными частями осуществляется Главным управлением материально-технического снабжения Министерства сельского хозяйства СССР через областные (краевые) конторы и сеть магазинов в р-нах. Подготовка квалифицированных кадров механиков и ремонтных рабочих для мастерских МТС и совхозов проходит по сети спец. курсов и училищ Министерства сельского хозяйства СССР.
Ремонт тракторов и с.-х. машин составляет дисциплину, преподаваемую в вузах и техникумах механизации с. х-ва и на факультетах механизации в с.-х. институтах. Спец. н.-и. работы в области ремонта тракторов и с.-х. машин систематически ведут: 1) Государственный союзный научно-исследовательский технологический институт ремонта и эксплуатации тракторов и с.-х. машин (ГОСНИТИ); 2) Всесоюзный н.-и. ин-т механизации сельского хозяйства (ВИМ); 3) Всесоюзный н.-и. ин-т механизации и электрификации совхозов (ВНИИМЭС); 4) Украинский н.-и. ин-т механизации сельского хозяйства (УНДИМ), а также кафедры ремонта машин учебных ин-тов механизации и электрификации сельского хозяйства - Московского, Ленинградского, Челябинского, Мелитопольского, Таганрогского и факультетов механизации с.-х. институтов - Саратовского, Воронежского и др.
См. также Ремонтные мастерские, Ремонтное оборудование.
Литература: Зябрев П. [сост.], Ремонт тракторов, комбайнов и других сельскохозяйственных машин [аннотированный указатель литературы], Ростов н/Д, 1947; Изаксон X., Ремонт самоходного комбайна С-4, 2 изд., М., 1953; Казарцев В., Наставление по ремонту тракторов и сельскохозяйственных машин, 2 изд., М.-Л., 1950; его же, Ремонт машин (тракторов, автомобилей и сельскохозяйственных машин), 2 изд., М.-Л., 1949; Крамаров В., Технология ремонта тракторов, автомобилей и сельскохозяйственных машин, М., 1938; Лившиц Л., Ремонт автотракторных баббитовых подшипников, 2 изд., М., 1952; Луканов М., Ремонт базисных деталей тракторов СХТЗ, М., 1948 (В помощь ремонтным рабочим МТС); Погорелый И. [и др.], Ремонт тракторов, 4 изд., М., 1950; Рабочий Л., Ремонт автотракторного электрооборудования, М., 1947; его же, Технические условия на ремонт электрооборудования тракторов и комбайнов, М., 1950; Сборник по ремонту тракторов, М., ВИМ, 1949; Селиванов А., Дизельная топливная аппаратура. Устройство, техническое обслуживание, ремонт, М., 1951; Семенов В., Лабораторно-практические занятия по ремонтному делу, М., 19 53; Справочник по оборудованию для ремонта тракторов и сельскохозяйственных машин [Под ред. П. С. Кучумова. Сост. С. А. Петров], М., 1953; Типовая технология ремонта тракторов в мастерских МТС [Серия альбомов инструкционно-технологических указаний, технологических и технических условий], М., 1950 - 53.
Источники:
- Сельскохозяйственная энциклопедия. Т. 4 (П - С)/ Ред. коллегия: П. П. Лобанов (глав ред) [и др.]. Издание третье, переработанное - М., Государственное издательство сельскохозяйственной литературы, М. 1955, с. 670
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить активную ссылку на страницу источник:
http://agrolib.ru/ 'Библиотека по агрономии'